Microchip Statistics By Production, Market Trends And Revenue
Updated · Sep 29, 2025


Table of Contents
Introduction
Microchip Statistics: Microchip statistics provide critical insights into the production, market trends, and technological advancements within the microchip industry. These statistics encompass global production volumes, revenue figures, market share of leading semiconductor companies, and the demand for microchips across various sectors, including consumer electronics, automotive, and industrial applications. With rapid advancements in technology, microchip statistics also highlight the development of smaller, faster, and more energy-efficient chips, reflecting the industry’s push for innovation.
Additionally, these statistics track the impact of global events, such as supply chain disruptions and economic changes, on the microchip market. Understanding microchip statistics is essential for industry stakeholders to make informed calls and anticipate future trends in the ever-evolving tech landscape.
Editor’s Choice
- The global microchip market was valued at around USD 21.56 billion in 2022.
- The market is expected to grow to approximately USD 47 billion by 2030, with a compound annual growth rate (CAGR) of around 10.23%.
- Asia-Pacific is the largest regional market, driven by countries like China, Japan, and South Korea.
- The microchip market is driven by increasing demand in the automotive, telecommunications, and consumer electronics sectors.
- Major companies in the market include Abbott Laboratories, Thermo Fisher Scientific, and Roche Diagnostics.
Microchip Production Statistics
#1. Annual Production Volume
- In 2023, global microchip production reached approximately 1.23 trillion units, up from 1.15 trillion units in 2022, reflecting a growth rate of 6.96%. By 2024, production will increase to 1.35 trillion units, marking a further 9.76% growth.
#2. Regional Production Breakdown
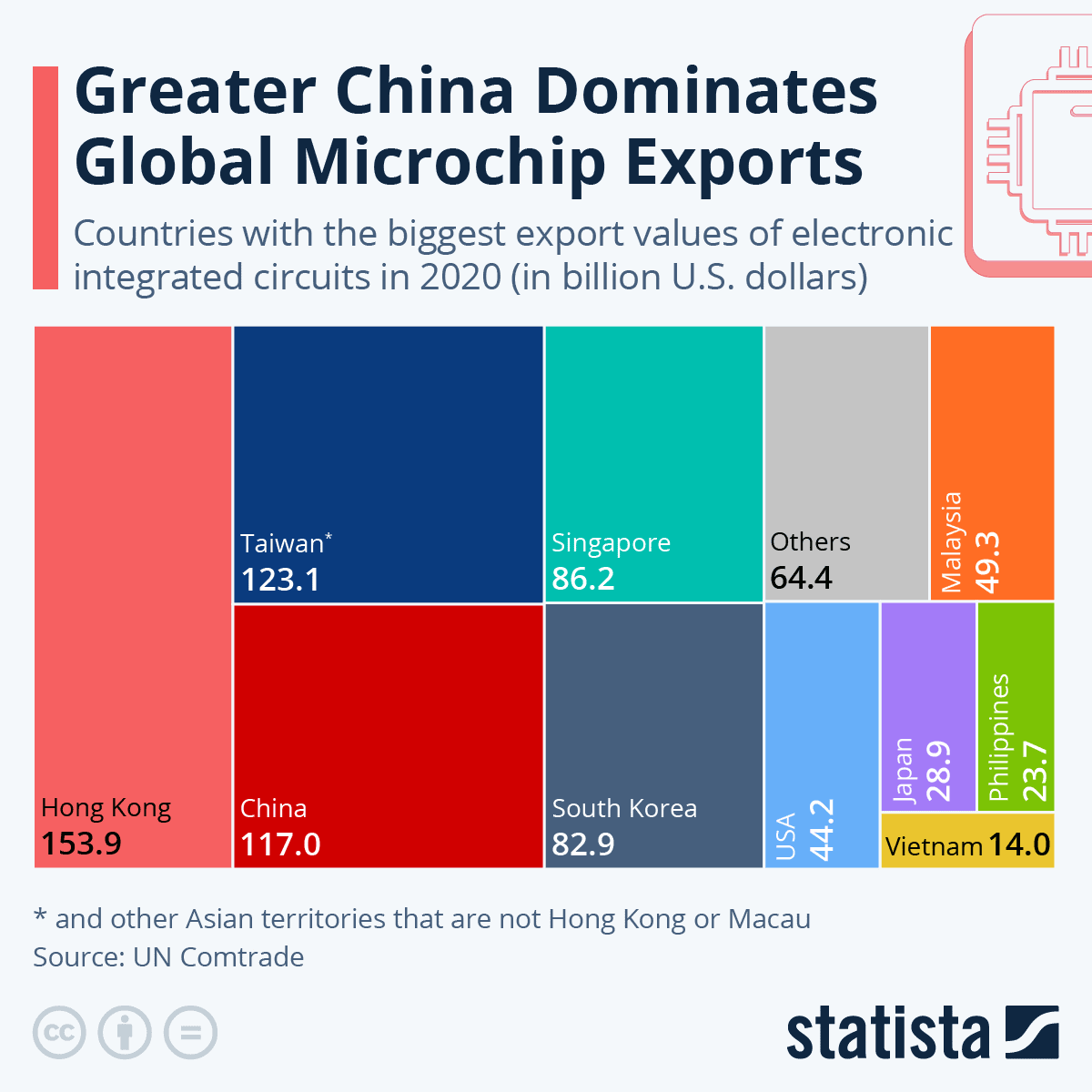
- Asia-Pacific: Accounted for 72% of global production in 2023, equivalent to 885.6 billion units.
- Taiwan: Produced 35% of global microchips, or approximately 430.5 billion units.
- South Korea: Contributed 23%, producing 282.9 billion units.
- China: Generated 14% of global output, equating to 172.2 billion units.
- North America: Produced 12% of global microchips, totaling 147.6 billion units.
- Europe: Accounted for 10% of production or 123 billion units.
#3. Top Manufacturing Countries
- Taiwan: 430.5 billion units in 2023, with TSMC responsible for 75% of this production, or approximately 322.88 billion units.
- South Korea: 282.9 billion units, with Samsung producing 65%, totaling 183.88 billion units.
- China: 172.2 billion units, with major growth expected to reach 200 billion units by 2025.
- United States: 147.6 billion units, with Intel contributing 60% or 88.56 billion units.
#4. Technological Advancements
- In 2023, 24% of microchips produced globally were based on 5nm or smaller technology, equivalent to approximately 295.2 billion units. By 2024, this figure will rise to 31% or about 418.5 billion units.
#5. Production Challenges
- The COVID-19 pandemic caused a 15% reduction in production in 2020, bringing total output down to 970 billion units from a projected 1.14 trillion units. Recovery was rapid, with an 18.56% increase in 2021, pushing production to 1.15 trillion units.
#6. Future Outlook
- By 2025, global microchip production is forecasted to reach 1.52 trillion units, with the Asia-Pacific region maintaining a 68% share. However, North America’s share is expected to rise to 14%, producing around 213 billion units.
- These highly numeric insights comprehensively understand the global microchip production landscape, emphasizing key figures and trends shaping the industry’s future.
(Source: statista.com)
- The chart illustrates the global microchip production volumes from 2022 to 2024, showcasing a steady increase in production. In 2022, the production volume stood at 1.15 trillion units, rising to 1.23 trillion units in 2023, representing a 6.96% growth.
- The upward trend is projected to continue into 2024, with an expected production of 1.35 trillion units, marking a further 9.76% increase. The chart highlights the dominance of the Asia-Pacific region, which consistently contributes over 70% of the global output, underscoring its critical role in the microchip industry. This visual representation underscores the industry’s rapid expansion and the growing global demand for microchips.
Microchip Revenue Statistics
#1. Global Market Size and Growth
- The global microchip market reached a value of USD 550 billion in 2023, up from USD 510 billion in 2022, reflecting a year-over-year growth of 7.84%. This growth, as highlighted by microchip statistics, is driven by rising demand in sectors such as consumer electronics, automotive, and industrial applications. By 2024, the market is assumed to exceed USD 600 billion, with a growth rate (CAGR) of 8% from 2020 to 2024.
#2. Revenue Distribution by Sector
- Consumer Electronics: Accounted for 35% of the total microchip market revenue in 2023, generating approximately USD 192.5 billion according to microchip statistics.
- Automotive Industry: Contributed 25% of the revenue, totaling around USD 137.5 billion.
- Industrial Applications: Made up 20% of the market, with revenues reaching USD 110 billion.
- Other Sectors (including healthcare, telecom, etc.): Combined to contribute the remaining 20%, generating USD 110 billion in revenue.
#3. Regional Market Trends
- Asia-Pacific: Asia-Pacific dominates the market with a 60% share of global microchip revenue, amounting to USD 330 billion in 2023. The region’s market is expected to grow by 9% in 2024, driven by strong demand from manufacturing hubs like Taiwan, South Korea, and China, as indicated by microchip statistics.
- North America: Holds a 20% share, contributing USD 110 billion in revenue. Growth in this region is fueled by investments in semiconductor manufacturing and increasing demand from the tech and automotive industries.
- Europe accounts for 15% of the market, generating USD 82.5 billion in 2023. Advancements in industrial automation and automotive technologies support its projected growth rate of 7% in 2024.
- Rest of the World: Represents 5% of the market, with revenues of USD 27.5 billion.
#4. Key Market Trends
- Shift to Advanced Technologies: The increasing adoption of 5nm and 3nm chips is a significant trend, with these advanced technologies expected to account for 30% of market revenue by 2024, according to microchip statistics.
- Rising Demand in Automotive: The automotive sector’s shift towards electric and autonomous vehicles is driving a surge in demand for microchips, with revenue from this sector expected to grow by 10% annually.
- Supply Chain Resilience: In response to recent disruptions, companies are investing in more diversified and resilient supply chains, which are expected to stabilize market growth and reduce revenue volatility.
#5. Future Revenue Projections
- By 2025, the global microchip market is expected to generate revenues exceeding USD 650 billion, with sustained growth in all key sectors. The Asia-Pacific region is assumed to maintain its leadership, contributing over USD 400 billion in revenue. At the same time, North America’s share is expected to rise to 22%, driven by technological advancements and increased production capacity, as shown by microchip statistics.
(Reference: Statista.com)
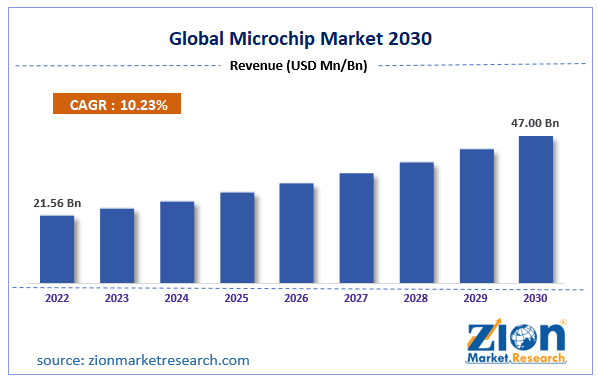
(Source: zionmarketresearch.com)
- The two charts in the article provide a visual representation of the market trends and revenue distribution within the microchip industry. The first chart highlights the steady growth of the global microchip market, illustrating how the market value increased from USD 510 billion in 2022 to USD 550 billion in 2023, with projections reaching USD 600 billion by 2024.
- The second chart breaks down revenue by sector, showing that consumer electronics lead with 35% of total revenue, followed by the automotive industry at 25% and industrial applications at 20%. These charts offer a clear and concise depiction of the key drivers of growth and the distribution of revenue across different sectors, underscoring the insights provided by microchip statistics.
By Future Trends and Challenges
- Quantum computing and AI-driven microchips are projected to generate an additional USD 150 billion in revenue by 2030. However, the industry faces challenges like a projected 20% increase in raw material costs and potential trade disruptions due to geopolitical tensions. Microchip statistics emphasize the need for continued innovation and risk management.
- These highly numeric insights into microchip statistics provide a comprehensive and detailed view of the industry’s current state and prospects, essential for understanding the dynamics of this rapidly evolving sector. Keywords: microchip statistics, semiconductor industry.
By Technological Advancements In Microchip
#1. Shift to Smaller Node Technologies
- In 2023, 24% of global microchip production utilized 5nm or smaller nodes, a significant increase from 18% in 2022. By 2024, this figure is projected to reach 31%, driven by the growing demand for high-performance computing in AI and autonomous vehicles.
#2. Increased Processing Power and Efficiency
- The adoption of smaller nodes has resulted in 15-20% faster processing speeds and 30-40% greater energy efficiency compared to older technologies like 7nm and 10nm. These improvements are essential for next-generation devices, including AI processors, smartphones, and advanced automotive systems.
#3. Emergence of 3D Chip Stacking
- In 2023, 10% of high-performance chips incorporated 3D stacking technology, allowing for the stacking of multiple layers of transistors to increase density and performance. By 2025, the adoption of 3D chip stacking is expected to rise to 18%, reflecting the industry’s push for higher efficiency and performance.
#4. Expansion of AI and Machine Learning Chips
- AI and machine learning chips accounted for 12% of global microchip revenue in 2023, generating approximately USD 66 billion. This segment is projected to grow at a rate of 25% annually, reaching USD 130 billion by 2026 as AI-driven technologies become more widespread across industries.
#5. Advancements in Quantum Computing Chips
- Quantum computing chips are on the rise, with companies like IBM and Google leading the way. In 2023, quantum chips reached a capacity of 100 qubits, with expectations to achieve 1,000 qubits by 2025. This represents a tenfold increase in computing power, creating the roadmap for unprecedented advancements in technology.
#6. Development of Energy-Efficient Chips
- Energy-efficient chips now make up 20% of all microchips produced in 2023, up from 15% in 2020. These low-power chips are crucial for mobile devices and IoT applications, where energy consumption is a critical factor. The market for energy-efficient chips is expected to grow by 5% annually.
#7. Increased Focus on Security Features
- In 2023, 35% of new microchips included built-in security features such as encryption and CAPTCHA. This figure is projected to rise to 50% by 2025, driven by the increasing importance of cybersecurity in an interconnected world.
By Sector-Specific Demand
#1. Consumer Electronics
- In 2023, the consumer electronics sector accounted for 35% of global microchip demand, equivalent to approximately 431 billion units. This sector includes devices like smartphones, laptops, and wearables.
- The demand for microchips in consumer electronics is projected to grow by 8% annually, reaching 465 billion units by 2024, driven by the increasing adoption of 5G technology and advanced processors in devices.
#2. Automotive Industry
- The automotive sector represented 25% of global microchip demand in 2023, totaling around 308 billion units. This demand is largely fueled by the growing market for electric vehicles (EVs) and advanced driver-assistance systems (ADAS).
- By 2024, the automotive industry’s demand for microchips is expected to increase by 12%, reaching 345 billion units as EV adoption accelerates and more vehicles incorporate advanced technologies.
#3. Industrial Applications
- Industrial applications, including robotics, manufacturing, and automation systems, accounted for 20% of the microchip market in 2023, equating to 246 billion units.
- The sector is experiencing a steady growth rate of 7% annually, with expected demand reaching 263 billion units by 2024 as industries continue to automate and integrate IoT (Internet of Things) technologies.
#4.Healthcare Sector
- The healthcare sector’s demand for microchips grew to 10% of the market in 2023, representing 123 billion units. This growth is driven by the increasing use of medical devices, wearable health monitors, and telemedicine technologies.
- By 2024, the demand is forecasted to rise by 9% to 134 billion units as the sector continues to innovate and expand digital health solutions.
#5.Telecommunications
- The telecommunications industry accounted for 8% of microchip demand in 2023, translating to 98 billion units. The rollout of 5G networks and the expansion of broadband infrastructure are key drivers of this demand.
- The sector is expected to see a 10% annual growth, pushing demand to 108 billion units by 2024.
#6. Other Sectors
- Other sectors, including aerospace, defense, and retail, collectively accounted for the remaining 2% of global microchip demand, approximately 25 billion units in 2023. These sectors are projected to experience a 5% growth rate, with demand reaching 26.25 billion units by 2024.
- These microchip statistics highlight the varying levels of demand across different sectors, underscoring the critical role that microchips play in driving technological advancements and economic growth across multiple industries.

(Reference: Statista.com)
- The chart vividly illustrates the surging demand for microchips within the automotive industry, highlighting how this sector’s “hunger” for advanced technology is growing rapidly.
- In 2023, the automotive industry accounted for 25% of global microchip demand, totaling 308 billion units. This demand is projected to increase significantly, reaching 345 billion units by 2024, driven by the expanding adoption of electric vehicles (EVs) and advanced driver-assistance systems (ADAS).
- The chart clearly shows how the automotive sector is becoming a dominant force in the microchip market, with its appetite for cutting-edge technology intensifying day by day.
By Future Outlook
Market Growth Projections
- The global microchip market is projected to surpass USD 650 billion by 2025, growing from USD 600 billion in 2024, with a growth rate (CAGR) of 8-10%.
- According to microchip statistics, this growth is driven by increasing demand across sectors such as consumer electronics, automotive, and industrial applications.
Increased Demand from Emerging Technologies
- Emerging technologies like AI, machine learning, and quantum computing are expected to add USD 150 billion to microchip revenue by 2030.
- AI chips alone are forecasted to grow at an annual rate of 25%, significantly contributing to the overall market, which is set to exceed USD 780 billion by 2030. Microchip statistics highlight the importance of these technologies in driving future growth.
Expansion of 3nm and Beyond
- By 2025, 40% of global microchip production is expected to utilize 3nm or smaller nodes, up from 24% in 2023. This advancement will enhance processing power and energy efficiency, crucial for applications in AI, 5G, and autonomous vehicles.
Regional Shifts in Production and Demand
- The Asia-Pacific region is assumed to maintain a 68% share of global microchip production by 2025.
- However, North America’s share is expected to increase from 12% in 2023 to 14% by 2025, driven by over USD 50 billion in new investments in semiconductor manufacturing.
Supply Chain Diversification and Resilience
- The microchip industry is expected to invest over USD 200 billion by 2025 in diversifying supply chains, aiming to reduce regional dependencies and increase production capacity globally.
- This strategy is intended to prevent the 15-20% production losses experienced during the COVID-19 pandemic.
Environmental and Sustainability Initiatives
- By 2025, it is anticipated that 25% of all microchips produced will be classified as low-power or “green” chips, up from 20% in 2023.
- Additionally, companies are expected to invest USD 10 billion in reducing the carbon footprint of chip manufacturing, aiming for an 18% reduction in emissions by 2030.
Challenges and Opportunities
- The microchip industry faces challenges such as 10-15% increases in raw material costs and potential geopolitical disruptions.
- However, these challenges also present opportunities for innovation, with the industry expected to invest USD 100 billion in new technologies and production methods over the next five years.
Conclusion
Microchip statistics clearly illustrate the dynamic and rapidly evolving nature of the semiconductor industry. As global demand continues to rise, driven by advancements in AI, 5G, and emerging technologies, the market is assured of significant growth, with revenues projected to surpass USD 650 billion by 2025. The industry’s focus on smaller node technologies, increased processing power, and energy efficiency will be key in meeting future demands. Additionally, regional shifts in production, supply chain diversification, and sustainability initiatives will play crucial roles in shaping the industry’s landscape.
Despite challenges such as raw material costs and geopolitical tensions, the microchip industry remains resilient and innovative, positioning itself at the forefront of global technological progress. These trends underscore the vital importance of microchip statistics in understanding and navigating the future of technology.
Sources
FAQ.
The global microchip market size in 2023 was $550 billion.
The market size is expected to exceed $650 billion by 2025
24% of global microchip production utilized 5nm or smaller nodes in 2023.
The AI chip market is projected to contribute $130 billion to microchip revenue by 2026.
The Asia-Pacific region is expected to maintain a 68% share of global microchip production by 2025.
The microchip industry is expected to invest over $200 billion in supply chain diversification by 2025.
The automotive sector’s demand for microchips is expected to grow by 12% annually.
25% of all microchips produced in 2025 are projected to be low-power or “green” chips.
Raw material costs in the microchip industry are expected to increase by 10-15%.

Pramod Pawar brings over a decade of SEO expertise to his role as the co-founder of 11Press and Prudour Market Research firm. A B.E. IT graduate from Shivaji University, Pramod has honed his skills in analyzing and writing about statistics pertinent to technology and science. His deep understanding of digital strategies enhances the impactful insights he provides through his work. Outside of his professional endeavors, Pramod enjoys playing cricket and delving into books across various genres, enriching his knowledge and staying inspired. His diverse experiences and interests fuel his innovative approach to statistical research and content creation.